
6 Intermediate Tips And Tricks To Improve Your TIG Welding Skills
If you have a good understanding of TIG welding fundamentals, but you’re struggling to achieve the desired “stack of dimes” appearance, then you may be tired of hearing the common advice to check your welding settings. Instead, try implementing some of these tips and tricks to achieve the perfect TIG weld.
1. TIG gloves
TIG welding requires specific gloves that offer better dexterity and protection compared to other types of safety gloves. These TIG-specific gloves are designed to be thinner, allowing the welder to have a better feel of the torch and filler wire being fed through the hand. Despite their thinness, they still provide full protection. Since TIG welding is often performed at lower amps, the thinner gloves are suitable as they absorb less heat.
2. Perfect the arc
Achieving the perfect arc is crucial in getting the best TIG welds. Let’s begin by discussing the distance between the tungsten and the joint.
Ideally, you should keep the tungsten about 3mm from the joint to allow enough room for adding filler while also ensuring that the arc remains concentrated and protected by the gas.
If the tungsten gets too close, you may accidentally dip it into the puddle, while keeping it too far away will result in a wider puddle and an unfocused arc.
Next, let’s talk about the torch angle. While holding the torch vertically may seem like the best way to achieve proper gas coverage, it can obstruct your line of sight and make it harder to feed in the rod.
Instead, try turning the torch about 10 degrees away from vertical in the opposite direction of travel. This creates more space for adding filler without the risk of hitting the tungsten and provides a better view around the torch.
Consistency is key in maintaining both the distance and angle throughout the welding process. Ensure that you’re in a comfortable position that allows you to maintain the desired distance and angle while also keeping a clear view of the weld.
3. Shield your filler rod tip
It is advisable to keep the tip of your filler rod in the gas while TIG welding, but not too close to the arc to avoid melting. This is because the gas covering the filler rod helps to prevent contamination and reaction with the atmosphere while waiting to be added to the weld.
4. Swap your consumables
If you’re switching between different types of metals during TIG welding, it’s advisable to change the consumables on your torch as well.
Although TIG welding doesn’t produce sparks or spatter, the consumables on your torch can still contain remnants of the previous metal being welded. These residues may contaminate your next weld and affect its quality.
Having a separate set of consumables for each type of metal can provide an extra layer of protection for your welds, particularly when working with sensitive metals like stainless steel and aluminum that require high cleanliness levels.
5. Reduce your arc slowly
To prevent craters, pinholes, and cracks in your weld, avoid abruptly releasing the pedal or leaving your finish amps at the same level as your peak amps when finishing a weld.
Instead, gradually reduce the amps and ensure a proper post-flow to allow the metal to cool down slowly. Sudden termination of the weld can shock the metal, leading to cracks.
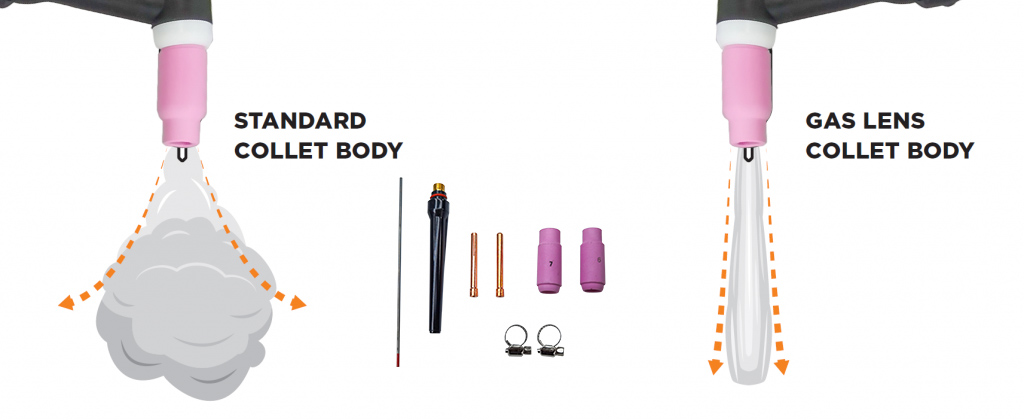
6. Gas lenses
Gas lenses can significantly improve the gas coverage of your weld. These lenses are wider and distribute gas more evenly across the weld area. They create a stable plume, which directs the gas straight out of the cup and onto the weld. Using a gas lens and a larger gas shroud allows you to extend your tungsten further without any problems.