
What is Polarity in Welding? And Different Types of Welding Polarity
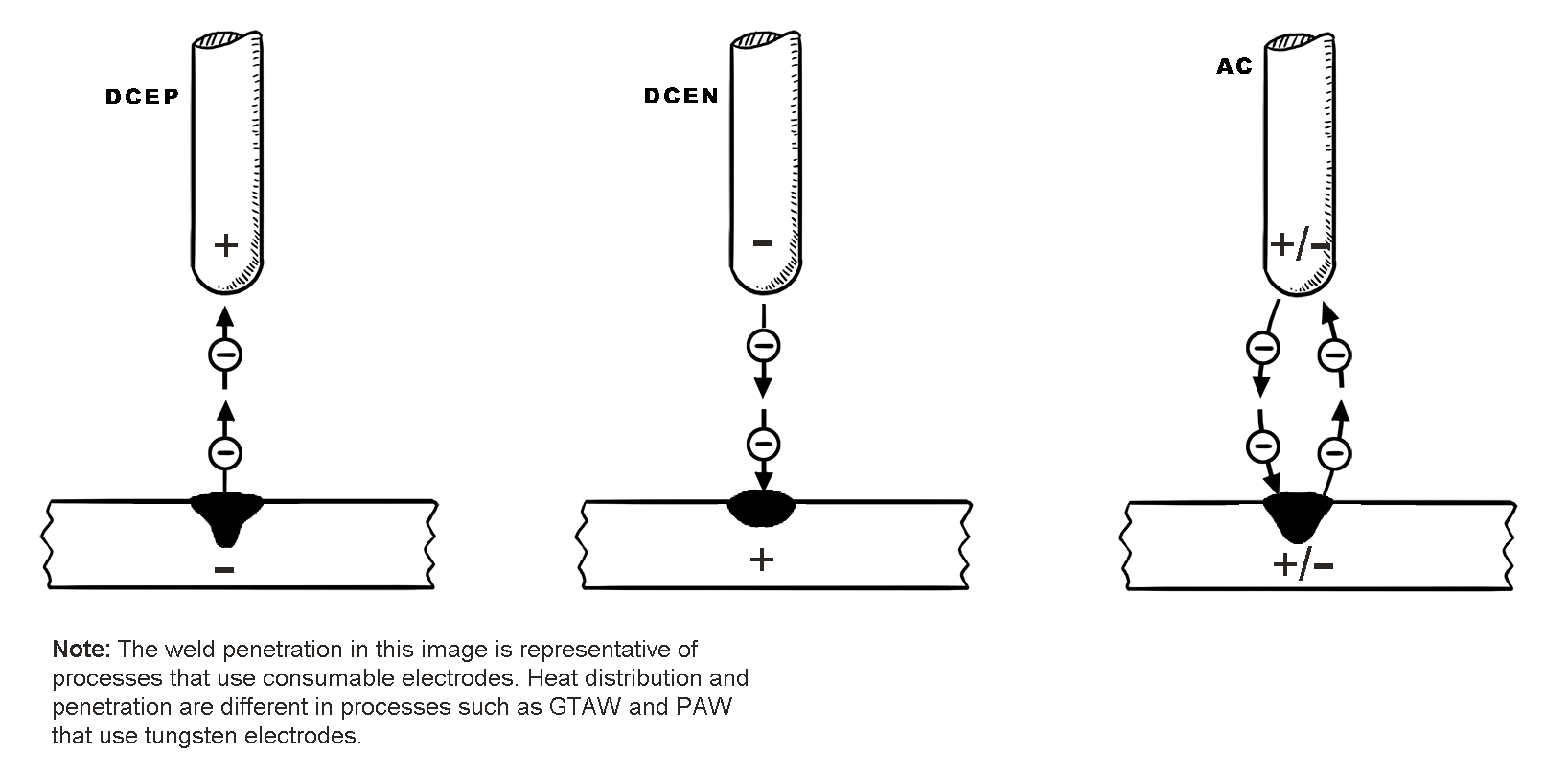
Polarity has two poles where the electric current’s negative particles run from the negative pole to the positive one. A positive pole is an area where there is less negative charge than one in the negative pole. With polarity settings in welding, you can select where each pole is located and if they change. Any of the poles can exist either on the side of electrode or on the side of the welding area. In DC, the poles don’t change and electricity runs from negative to positive (e.g. only from the electrode to the piece or only from the piece to the electrode). In AC the poles change at a specific frequency and therefore the electricity particles oscillate back and forth. The weld properties are completely different from each type of electric current.
In school, you might remember yourself assuming in exercises that electricity runs from the positive pole to the negative one because of a false misconception before the invention of microscopes more than a century ago. The real direction of the current wasn’t important in high school while in welding it is very important. So, because it is extremely easy to mix things up always try to figure out where the negative pole is. It’s the only way to know for sure what is happening.
What is Polarity in Welding
Different Types of Welding Polarity
To perform TIG Welding, you need to use a power supply. This will enable you to make an arc between the two materials. The first material is designed to be welded, and the other one should be a type of electrode. As mentioned, this is a welding process known by many since it can be used in different types of metals.
The TIG Welding Polarity comes in two different types. The DC and AC TIG Welding Polarities. Both come with respective subtypes; the electronegative DCEN and the Electropositive DCEP. In this section, we are going to further discuss the different types of TIG Welding Polarity.
So, without further ado, let’s get started!
There are two AWS (American Welding Society) classifications for the SMAW (Shielded Metal Arc Welding) electrodes. These are the E6011 and the E6010. Both of them have similar properties. These two are considered to be mild steel types of electrodes. It can also be used for several welding applications. Aside from that, both of them have the same mechanical properties and operating characteristics.
But, in spite of their similarities, they still have notable differences. You can use the E6011 with both the Direct Current and the Alternating Current. On the other hand, the E6010 can be used with Direct Current only.
Aside from that, the E6011 comes with a higher level of cellulose potassium type coating while the E6011 is high with cellulose sodium type coating.
DC Welding Polarity
The first type of Welding polarity is the Direct Current, and it’s what most welders prefer in welding polarity compared with AC. You can operate both the E6010 and E6011 electrodes with this polarity. When it comes to more serious welding applications, which include low alloy steels and pipe welding that needs higher strength, you can rely on this type of polarity.
In addition to that, it is important to keep in mind that only the E6010 electrode is capable of this kind of welding application using the DC polarity. Take note that DC+ polarity is being used for stick welding. This is because it is known for creating an excellent bead profile. Not only that, but it will also provide you with a high penetration level.
On the other hand, the DC- polarity might give you a high melt-off rate of the electrode and lower penetration. But this is the DC polarity used for welding thinner metal to avoid burn-through.
AC Welding Polarity
If the power source you are using emits an alternating current or AC, then you can expect that the reverse polarity and the straight polarity will appear. During the half-cycle, you can expect that the electrode is in the negative form. This only means that it has positive base plates. On the other half, you can now have a positive electrode and a negative base plate. Keep in mind that the frequency of the power supply will always affect the number of cycles.