

Flux Core Welding Vs MIG Welding – Main Differences
Amateurs and expert welders are well aware of wire feeders units and if you remember, there were two wires for them: mig welding and flux-cored welding wires. Both welding methods are used in a vast area and thousands of welders circulate in the market having flux and mig capabilities.
Flux Core Welding vs. MIG. What Type of Welding is the Most Convenient FCAW VS GMAW
Have you ever wondered what’s the difference between them and what are the positives and negatives of these methods when compared with each other? Well, we’ve covered flux core vs mig welding with their usage, purposes, pros, and cons.
What is common in them?
First and foremost, both systems employ wire spools to connect to the welding gun. This wire functions as a consumable electrode, and it must be fed to the torch continuously. Both wires carry enough current to keep the arc going.
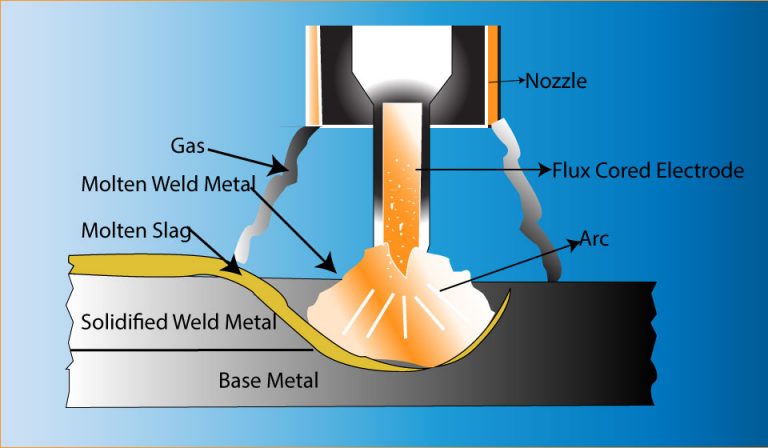
There are many mig machines that can perform both procedures using flux and mig wire. Moreover, aluminum welding, which is considered challenging, can be done by using both wires. You may also perform mild and stainless steel welding. Here is the basic setup that shows their functionality.
Dissimilarities in Flux Core vs MIG Welding
After seeing the images, it seems that both methods are totally same, but it’s not. Below are some differences between them.
Polarity
For switching one mode to another, you need to change the polarity setting. You can clearly see in the images that both methods have different polarities. In the flux welding, an electrode is set to negative and the workpiece as positive. In this case, current spikes to the material from the electrode.
In mig welding, the torch is positive and the workpiece act as negative, so the current goes from the workpiece to the wire. This is a direct current setting and more heat is applied to the metal with this setting.
The direct current electrode positive arrangement is for GMAW and the direct current electrode negative setting is for FCAW. The DCEP results in deep penetration due to its more heat on metal whereas DCEN has more heat in the electrode and creates less penetrate welds.
Which polarity setting is used for thinner materials?
As direct current electrode negative creates light penetration and the welds created by it are large and lightweight as compared to electrode positive. So, it’s considered best for thin pieces.
Filler Metal
The filler material for the MIG is pure as compared to flux-cored welding. Multiple welding passes require strong metal and doubtlessly, it’s perfect for multiple passes. The wire alloy often matches the welded metal.
There are impurities added to the wire and most of them are designed to work with specific metals. Some of the wires consist of manganese which makes the wire unfit for multiple passes. It’s advised that always choose rated wire for multiple passes to avoid crack welds.
Shielding Gas
It’s the most prominent factor that mig uses gas cylinders which fed to the torch with the wire. The gas shields the puddle and protects it from air impurities. Flux core welding didn’t use the gas tanks but the wire act as a shielding gas by transforming it into gas. It also produces slag over the weld. Due to this, it’s named ‘gasless mig’, but technically it’s not gasless welding.
The term dual shielded welding is used for those flux core wires that use gas from cylinders and added protection from flux. Self-shielding flux core wire is better and most common.
Wires
As discussed earlier, mig wire is pure and didn’t use any additives and impurities. The flux core wire isn’t pure and uses some additives and you need specific wire for some metals. It’s tough and challenging because you need different wires to handle different materials.
Penetration
The penetration level is different in both methods. You may get extra penetration at max amps if you weld thicker metal with flux core welding. You can get penetration with fewer amps using flux-cored.
Weld Strength
What we have found with our experience with both methods is that you can get the same strength welds by using good quality wire, accurate machine settings, and proper technique. You’ll notice the weld strength with cast iron flux core works well with it as compared to mig.
MIG Vs Flux – Which is Good?
There are some conditions in which one method performs better than the other. So, the details are given below:
Outdoor Welding
Battle Of Flux Core Welding VS Mig Welding
Mig can’t tolerate poor weather conditions. The shielding gas can’t resist if the wind speed is 5 miles per hour or higher. As a result, weld puddles will be damaged by airborne contaminants. So, mig isn’t suggested for outdoor use.
On the other hand, flux-core is far better because it can work even if the wind speed is high up to 35 MPH. Its nature of producing gas protects the weld puddle from impurities by creating slag over the weld.
Thin Stock
When it comes to thin metals, tig and mig are the best methods for it. For the clean and precise weld, mig is far away than flux core. Mig also works better on autobody pieces and hence, is considered best for autobody work.
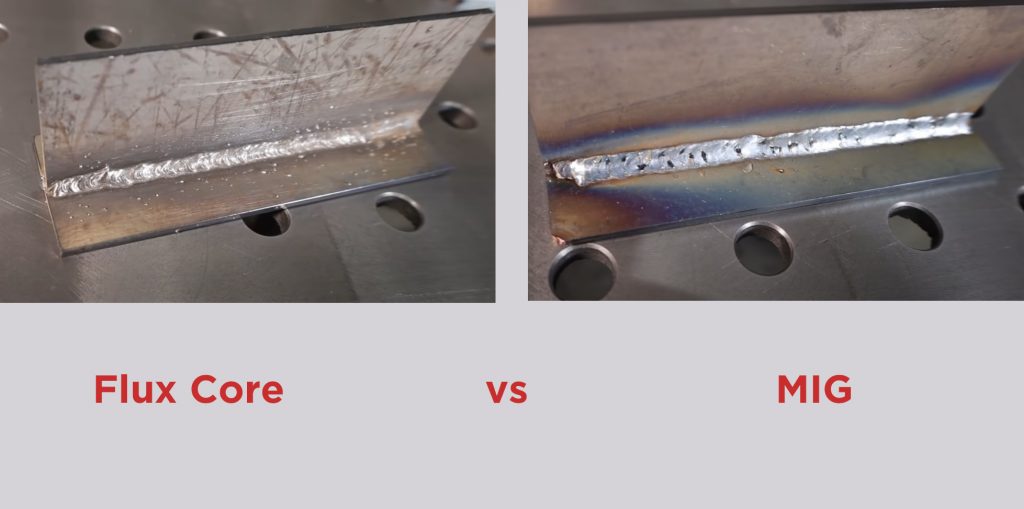
Look of the Weld
Mig has a benefit over flux core in terms of weld appearance because it does not produce spatter and produces clean, aesthetic welds. Whereas the flux core produces slag and creates the spatters as shown in the image.
Flux Core Welding vs. MIG. What Type of Welding is the Most Convenient
Metal Cleaning
Before starting with the mig, one needs to clean the metal to remove impurities, dust, and paint from it. Neat and clean material is required to start mig welding. Whereas, flux core has an advantage over mig in this scenario because it can work on dirty metals. Therefore, it’s suitable for outdoor tasks.
Different Metals
As explained above, for cast iron welding, flux-cored is recommended to use. For aluminum welding, mig is preferred with a spool gun because of clean welds and low spatter. Both methods work well on stainless steel, but for galvanized steel, the flux core method is more suitable because you need to clean it before starting.
FAQs
If used properly with accurate settings and suitable welding equipment, both can produce strong welds. Overall, mig produces strong welds when compared to flux-cored welding.
The main and core difference between flux core and mig welding is shielding gas and polarity. MIG uses gas cylinders whereas flux core didn’t use any tank but its wire act as a shielding gas to shield the puddle. Both contain different polarity settings with electrode negative and positive.
Yes, it’s possible to weld without gas by using a flux-cored welder. Self-shielding option is a great thing to do mig welding without gas in flux-core welders.
Conclusion
Many of you are not sure about the main differences between flux core vs mig welding. All the information provided above will clear your all confusion related to it. For aluminum welding, mig is preferred because of clean welds and the ability to weld on thin workpieces. Although, mig creates beautiful welds but didn’t work well in outdoor conditions.