

Understanding Aluminum Welding with Alternating Current (AC)
Understanding Alternating Current (AC) and Its Role in Aluminum Welding, We are all familiar with the term AC/DC, which refers to alternating current (AC) and direct current (DC). However, what exactly is alternating current, and how does it relate to aluminum welding? What are half-waves in this context, and what is a “cap”?
AC Welding
Importance of Alternating Current (AC) in Tungsten Inert Gas (TIG) Welding of Aluminum: Tungsten inert gas welding is the preferred method for welding aluminum, and alternating current is used in this process. This is because aluminum is a challenging material to weld due to the presence of an oxide layer that surrounds it. The oxide layer only melts at a temperature of approximately 2015 degrees Celsius, while the melting point of aluminum itself, depending on the alloy, is around 650 degrees Celsius. This makes welding impossible as the aluminum would run away while the oxide layer was being melted. Therefore, the oxide layer needs to be destroyed or displaced for the welding process to work.
It takes some practice to weld such an even TIG seam
Working of Alternating Current (AC) in Welding: During welding with alternating current (AC), the electrode polarity keeps changing from positive to negative. When the electrode is set to positive, the negatively charged electrons move from the workpiece into the electrode, causing the oxide layer to rupture. The electrode is then set to negative, and the electrons moving into the workpiece generate heat, which leads to the required penetration for the weld seam.
The TIG-200DP TIG welding machines from Perfect Power Welder are suitable for alternating current and are therefore ideally suited to aluminum applications.
Waveforms
Inverter-Based Welding Current Sources for Alternating Current (AC): Welding current sources that are compatible with AC use an inverter to generate the alternating current. These welding systems offer different settings to specify the behavior of the current as it alternates between positive and negative. Users can choose from various half-wave forms to suit their requirements.
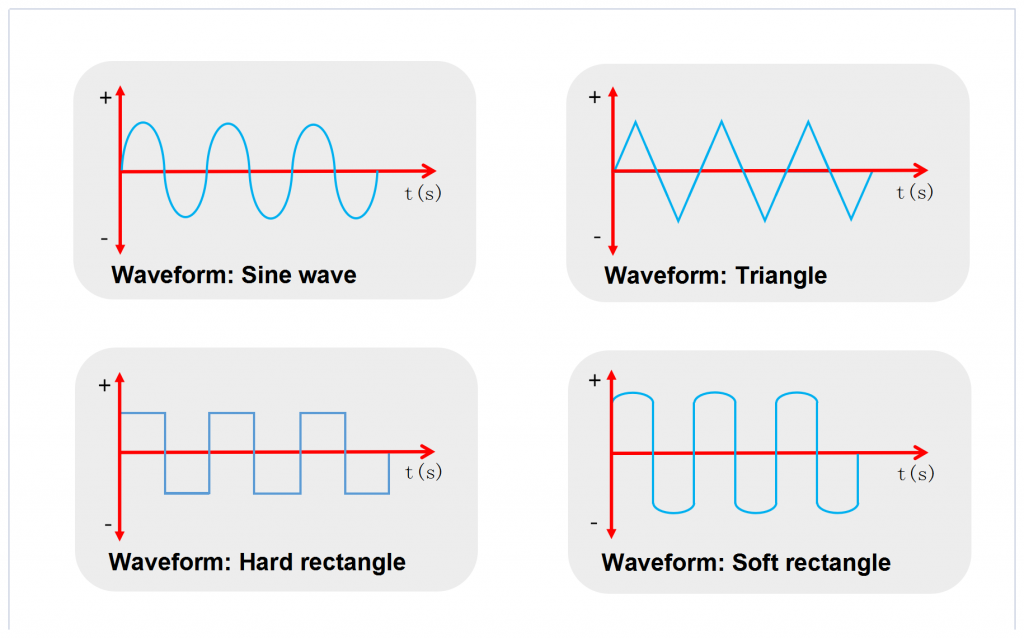
Different Half-Wave Forms for Welding Current in AC: Welding current in AC can be set to flow first in the positive range and then in the negative range at a constant strength, resulting in a hard rectangle. This setting provides an extremely stable arc, but the operating noise is loud and unpleasant for the welder, who may need to wear hearing protectors. Alternatively, smooth, sinusoidal waves can be used, resulting in a pleasantly quiet welding noise, but an unstable arc. For most aluminum applications, a combination of the two is the best choice, with a rectangle with rounded corners for the negative half-wave and a sine wave for the positive half-wave.
Cap
Tungsten electrodes are purchased with a flat end and need to be sharpened before use with direct current. However, for stable arc control in AC welding, the end of the tungsten electrode needs to be semicircular. This shape allows for effective arc control, and the rounded end is commonly referred to as a “cap”.
Cap-Shaping in Modern Welding Systems: In the past, welders had to spend several minutes welding on a piece of copper to form a semicircular cap on the tungsten electrode. This process involved high temperatures that caused the electrode to melt and form a droplet on its end. However, modern welding systems have an automatic cap-shaping function that eliminates the need for this time-consuming process. Depending on the diameter of the tungsten electrode, a specific amperage is passed through the electrode for a certain duration, resulting in the formation of a rounded cap on its end.
At Perfect Power Welders, we offer a wide range of welding gear, including welding machines, safety gear, electrodes, and more, from reliable brands at the best prices. We also provide clear details and information to help individuals find the right rig for them. Contact us today at [email protected] or via WhatsApp at +8615218174021.