
Differences & When to Use Between Flux-cored Arc Welding and Gas Metal Arc Welding
When considering a welding technique for a personal or small-scale project, FCAW (Flux-cored Arc Welding) and GMAW (Gas Metal Arc Welding) are two of the most accessible and effective methods available. These techniques are specifically designed to produce high-quality welds, and typically require less training compared to more complex welding methods. Both FCAW and GMAW employ a welding gun and wire feed system to deposit filler material into the weld zone, minimizing the need for electrode manipulation compared to methods like Stick welding or TIG welding.
Despite their similarities, there are key differences between FCAW and GMAW that are worth exploring. In this discussion, we’ll cover both the similarities and differences between these two techniques.
Differences & When to Use Between Flux-cored Arc Welding and Gas Metal Arc Welding
Overview of FCAW:
FCAW was initially developed in the 1950s with the aim of enhancing productivity in manufacturing settings, gradually taking over the use of SMAW for shop production. In FCAW, a constant voltage current is employed from a welder inverter machine. This implies that the voltage remains mostly unchanged, irrespective of any alterations in wire speed or amperage. The welding machine includes a wire feed system that can be connected to the primary structure or may be free-standing.
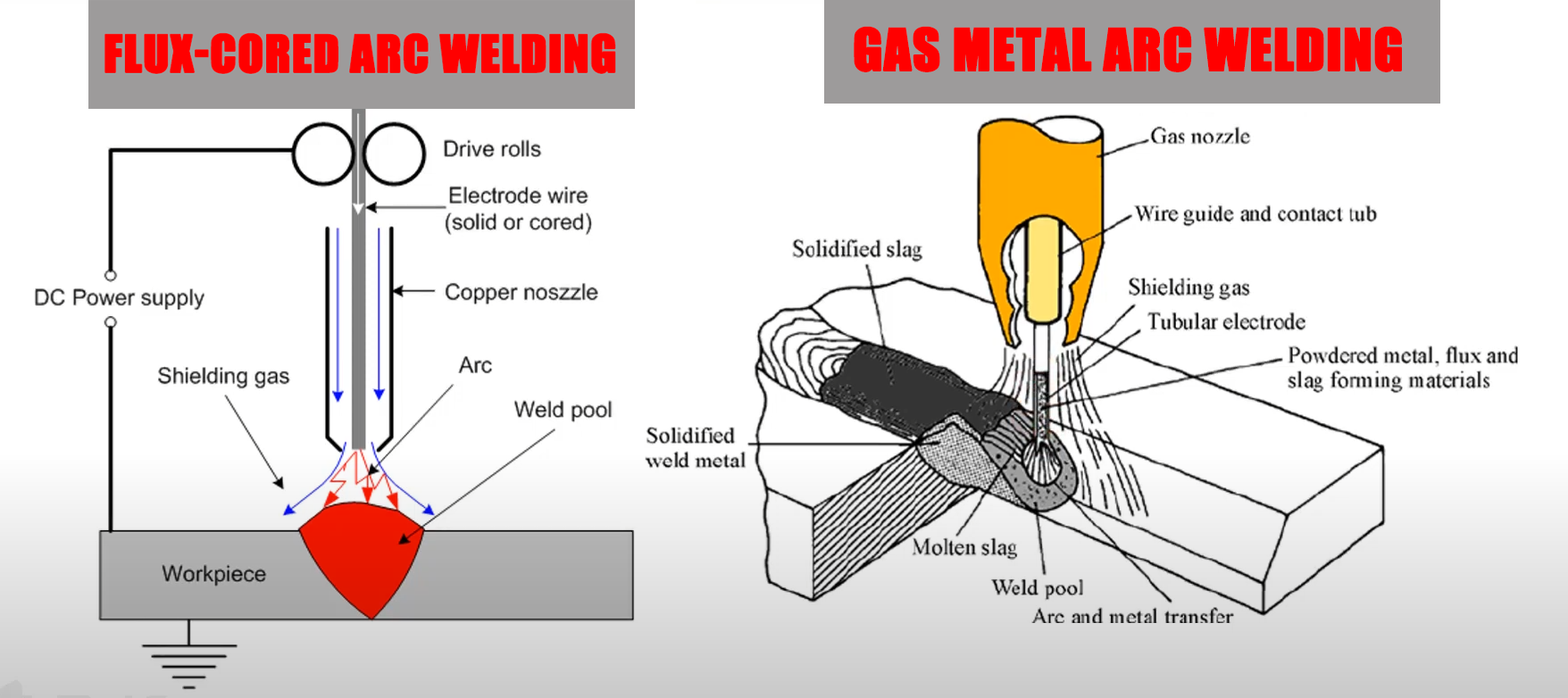
In FCAW, one welding lead is connected to the workpiece to serve as one end of the circuit, while the other end is connected to the electrode. The wire feeder and a welding lead, commonly known as a whip, are connected to the gun, enabling the welding machine to feed the wire through it. At the end of the gun, there is a copper piece known as a contact tip, which has a hole that allows the welding wire to pass through. Depending on whether shielding gas is used or not, FCAW may or may not include a nozzle. The nozzle is used to direct the shielding gas to the work area via a gas diffuser located just below the contact tip on the welding gun.
How It Works
To operate FCAW, the operator adjusts the welding gun to the desired setting and triggers it on the targeted area of the workpiece. The wire is fed, and an arc is formed between the wire and the workpiece, which generates heat that melts both the workpiece and the wire. As the wire melts, it deposits filler metal into the weld zone, resulting in a more secure fusion rather than just laying on melted filler metal.
As the wire melts in FCAW, the flux within the tubular wire melts and turns into a gas shield, which protects the weld from external contaminants. The leftover flux also forms a slag that safeguards the weld until it cools down. After completing the weld, the remaining slag is chipped off.
FCAW has two types of processes: self-shielded (FCAW-S) and dual shield (FCAW-G). In FCAW-S, the flux within the wire provides sufficient protection from the atmosphere, eliminating the need for a gas diffuser. As a result, the welding gun may be different from the one used in FCAW-G.
On the other hand, FCAW-G requires a diffuser and nozzle, and carbon dioxide is the most commonly used shielding gas in this process. Sometimes, a mixture of carbon dioxide and argon is used, but carbon dioxide is usually preferred due to economic reasons. This additional shielding gas provides extra protection to the weld.
What It’s Good for and When To Use it
FCAW is commonly used for structural steel applications according to AWS D1.1 standards. In order to increase productivity and efficiency, contractors often prefer to complete as much structural steel welding as possible in a shop environment, as field welding is often limited by environmental constraints. In shop welding, dual shield FCAW is commonly used for welding columns, frames, and other components due to its ease of use and ability to produce cleaner welds.
When welding in the field, stick or self-shielded FCAW are commonly used because they are designed to perform well in heavy winds and other extreme conditions. In contrast, dual shield FCAW is not recommended for field welding as the shielding gas can easily be blown away by the wind, leading to weld defects.
For outdoor welding projects such as repairing farm equipment, self-shielded FCAW is a good choice. However, when welding indoors, proper ventilation is required to allow smoke to escape.
Gas Metal Arc Welding (GMAW), also known as Metal Inert Gas (MIG) welding, has a similar setup to FCAW, with the use of constant voltage, wire feeders, and guns. However, unlike FCAW, GMAW does not use flux in the wire. Instead, the wire used in GMAW is made of the same metal as the base material, with some exceptions.
The shielding gas is directed to the weld zone through a nozzle located on the welding gun. The nozzle is designed to distribute the gas evenly around the weld pool, providing protection from the atmosphere. Unlike FCAW, there is no slag to remove after welding.
In GMAW, the wire is fed through a spool and into the gun. The wire is continuously fed through the gun, and as the trigger is pulled, an electric arc is struck between the wire and the workpiece. The heat from the arc melts the wire and the base material, creating a molten pool that solidifies into a strong weld when it cools.
GMAW is commonly used in a variety of industries, including automotive, aerospace, and construction. It is especially useful for welding thin materials, where precise control of the heat input is important to prevent distortion or burn-through.
One potential disadvantage of GMAW is that it requires a supply of shielding gas, which can be expensive and may not be practical in certain environments. It also requires more skill to use than FCAW, as the operator must maintain proper gun position, wire speed, and gas flow to ensure a quality weld.
How It Works
Pulse arc transfer is ideal for thin to medium-thickness materials, as it provides better control and reduces the risk of burn-through. It also allows for higher travel speeds and can produce a cleaner weld. Pulse arc transfer is commonly used for welding aluminum, stainless steel, and other alloys.
Overall, GMAW/MIG welding is versatile and widely used in many industries, including automotive, construction, and manufacturing. Its ease of use and ability to weld a wide range of materials make it a popular choice for both beginners and experienced welders.
What It’s Good for and When to Use It
That’s correct! GMAW is indeed commonly used in fabrication environments, such as welding handrails and smaller metal components. The shielding gas used in GMAW is susceptible to wind and drafts, which can negatively impact the quality of the weld. Therefore, GMAW is typically used indoors in a controlled environment. Welding screens or curtains are often used to protect the weld from air currents that could disrupt the shielding gas.
That’s correct. Proper surface preparation is crucial in achieving a quality weld, regardless of the welding process used. Any paint, rust, or grease on the surface can hinder the weld’s quality and integrity, so it’s essential to clean the surface thoroughly before welding. Additionally, GMAW requires a clean surface to establish a good electrical connection between the wire and the base metal, which is necessary for proper arc initiation and transfer.